欢迎您访问上海百智达精密机械有限公司


全国服务热线
13391328660

凸轮分割器怎样安装和调整原始位置
对于很多初次使用凸轮分割器厂家,在分割器安装调试时,会出现比如安装后转盘位置和工作站不对应,运行时工位跑偏等情况,很多人以为是分割器分割器有间隙或者出厂时没有调整好,其实这个基本上都是安装转盘的时候没有在分割器的停止位置安装,也就是分割器的原点位安装。
凸轮分割器如何使用?对于很多初次使用分割器的工程师可能不大了解,其实分割器的结构先对比较简单,是由输入轴带动凸轮和输出轴上的滚子接触,趋势输出分度,一般分割器的工位是固定的,也就是说,需要几个工位就定制成几个工位的。
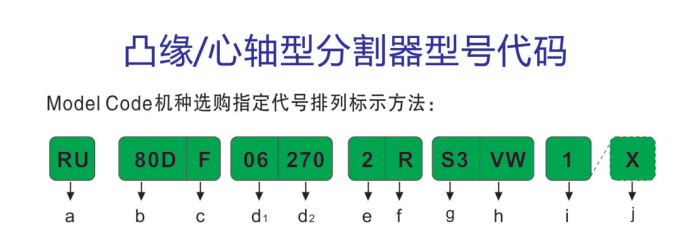
凸轮分割器在使用前一定要完成的工作是分割器的选型。因为不同的凸轮分割器,功能和作用都是不一样的,首要确定是圆盘式生产加工方式还是链条直线的加工方式,如果是圆盘式的生产方式,那么就要确定加工的工位数,入力轴的驱动角度,入力轴每分钟的转速,使用圆盘的直径、厚度及材质,每组生产所使用夹具的重量,加工过程中的负载,夹具及工件的节圆直径,另外要知道圆盘的底部是否有支撑,通过对以上参数的了解,就是根据计算软件核算出圆盘式加工平台所需要的凸轮分割器的型号。对于传动式的生产加工来说,一般称为流水线加工,在选型中需要考虑的参数是,工位的加工数,也叫作分割数,入力轴的驱动角度,入力轴每分钟的转速,输送带的间矩,主动轮及从动轮的节圆直径,传动轴的直径、重量和数量,链轮节圆的直径、重量和数量。链条的重量,夹具及工件的重量。通过以上参数的统计,再根据专业的选型计算软件进行运算得出所需凸轮分割器的型号及类别。型号确定的前提下,使用中要确认使用何种驱动源,如齿轮减速机,步进电机,伺服电机等,使用哪一种驱动源,就要确定利用分割器所要达到的功能,给合整个自动化需求,再综合成本及效率的状况作出最终的判断。

碰到凸轮分割器有异响的类似情况,我们可以将设备拆下来,打开机器的后盖进行严格检查,假如是凸轮的磨损就要更换凸轮,假如凸轮磨损较轻微,我们可以继续使用,但不要私自调整轴向的位置和方向。假如是滚针轴承有破损,我们应该将输出轴换出,马上更换滚针轴承,以防损毁更加严重。


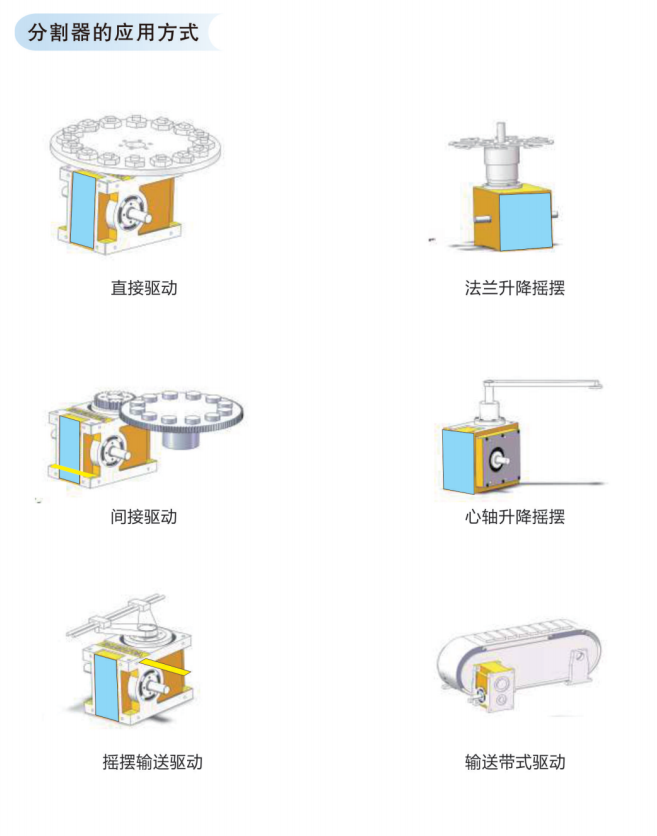
分割器常规的用法就是充分利用动静比,电机带动分割器实现间歇运动,在停止区间可以完成作业即可;如果停止区间无法完成作业就需要取外部信号让电机停止(停在停止区间)来延长停止时间以方便完成作业。这时候需要用到外部感应器、变频器、减速电机,或者是减速机加伺服电机(高响应)来完成。

分割器定位不准可能的原因:没有停在停止区间(过冲)、分割器与转盘连接部松动、感应偏错位、感应器误操作、电机布线松动、装配时预压过紧导致内部磨损或者损坏等等。需要注意的是,分度角270度与视频中分度盘上面的4工位没有对应关系,二者都与凸轮曲线有关系,270度分度角也可以对应其他工位数。感应片引起的定位不准需要调节感应偏位置,增大开口位置或者是提前让感应片取信号再配合变频器调速达到最优位置,最终效果是键槽位置对准感应器侧的左上方0-90度位置,最佳位置是45度
上海百智达主要做分割器|凸轮分割器|凸轮分割器厂家|上海分割器|分割器厂家|德士分割器|潭子分割器|台湾分割器|高速精密凸轮分割器|上海百智达精密机械有限公司|法兰凸缘分割器|心轴型分割器
当入力轴旋动时,凸轮滚子按照给定的位移曲线旋转出力转塔,而同时又沿肋的斜面滚动。在肋与凸轮的端面平衡的区域里,即在静态范围内,滚子接通其轴,但出力转塔本身并不旋转。锥度支撑肋通常与两个或三个凸轮滚子接触,以便入力轴的旋转可均匀地传送到出力轴。如果在锥度支撑肋的凸轮表面和凸轮滚子之间有不顺滑情况,则会损害分割器。通过调整轴之间的距离可消除旋转不顺畅的现象。可通过调整预负荷来接近凸轮滚子和凸轮的弹性区,从而加强分割器的刚性。其结构和功能是转位凸轮和凸轮滚子相结合的最佳性能,能进行高速操作。

2.电机与分割器轴间的连接弯曲,偏心,变形及连接孔移位等情况,也会影响分割器扭矩值的稳定。这就需要在进行分割器安装时,要遵守机械安装的规则,所使用的轴与轴承的连接在有条件的情况下进行检测后再行连接。
3.反动力,主要是分割器入力轴驱动在链条传动或多角度传动的情况下产生,链条或者齿轮等传动使输入存在机械间隙,噪音和震动是难以避免的,而且,也会加重了除分割器自身的惯性之外的惯性。在必要使用的情况下,建议低速并加大润滑的条件下使用。

分割器是具有间歇旋转功能的回转式传动设备,它的自身功能的实现,需要在驱动源电机的作用下才能完成,在进行分割器的选型初期,分割器的速度,工位,驱动角等的因素已经提前确立了,那么,在使用中分割器的速度应该怎样进行调解呢?
对于分割器速度的调解,实际上是对于电机转速的调解,这里所说的就是在保证分割器所使用的电机在“额定功率”的范围内所进行的较大及较小范围的频率变化。大多数分割器使用电机速度的调解方法是用调速器来完成,对于电机来说,转动的速度总会有一个上限,在使用中的调速范围更多是低频特性。例如一台50Hz设计的电机,调速器在0.05Hz时达到满转矩,那么,调速范围就是1:1000,通常情况下我们所采用的V/F控制的变频器,在运行到0.05Hz时,力矩比较差,这样是不能达到1:1000的调整范围。


